|
|||||||||||||||||||||||||||||
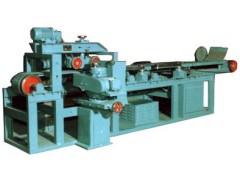
 鑄鐵焊接平臺進行刮研主要是為了提升平面度,減少誤差。鏟刮的工具為刮刀,其外形,尺寸,包括刀頭的質量,方式是多樣化的。工具選擇直接影響著鏟刮速率和鏟刮人員的工作疲勞強度。在鏟刮過程中,因及時修磨刮刀到頭刃口,達到鋒利,平整,只有這樣才能將臺面鏟刮到均勻,一致,也提升了鏟刮工作的速率。對于小型鑄鐵平臺盡量采用單人作業形式。大型平臺需要多人作業,多人應盡量保持鏟刮力度一致。鏟刮點,密度盡量統一。刮刀的手柄需要安裝,在相應握刀位置纏裹能增強手與刮刀握合力的相關輔助材料。鑄鐵焊接平臺鑄造出來以后不可避免的會出現鑄造缺陷,在國標允許的范圍以內需要要進行修補,現階段的鑄造缺陷修理就是進行補焊修。焊補速率不錯,精度較電焊機高。焊絲種類多,不銹鋼、鋁合金產品上應用廣。可用于焊接,強度較不錯。缺點就是小缺陷修理時(氣孔、砂眼),因沖擊過大,熔池邊線有痕跡。焊補鋼件有硬點。焊補工作平面時,易產生熱變形。
鑄鐵焊接平臺進行刮研主要是為了提升平面度,減少誤差。鏟刮的工具為刮刀,其外形,尺寸,包括刀頭的質量,方式是多樣化的。工具選擇直接影響著鏟刮速率和鏟刮人員的工作疲勞強度。在鏟刮過程中,因及時修磨刮刀到頭刃口,達到鋒利,平整,只有這樣才能將臺面鏟刮到均勻,一致,也提升了鏟刮工作的速率。對于小型鑄鐵平臺盡量采用單人作業形式。大型平臺需要多人作業,多人應盡量保持鏟刮力度一致。鏟刮點,密度盡量統一。刮刀的手柄需要安裝,在相應握刀位置纏裹能增強手與刮刀握合力的相關輔助材料。鑄鐵焊接平臺鑄造出來以后不可避免的會出現鑄造缺陷,在國標允許的范圍以內需要要進行修補,現階段的鑄造缺陷修理就是進行補焊修。焊補速率不錯,精度較電焊機高。焊絲種類多,不銹鋼、鋁合金產品上應用廣。可用于焊接,強度較不錯。缺點就是小缺陷修理時(氣孔、砂眼),因沖擊過大,熔池邊線有痕跡。焊補鋼件有硬點。焊補工作平面時,易產生熱變形。在線咨詢: QQ:2157186169
聯系郵箱: 1183636606@qq.com 二維碼

微信小程序
微信公眾號
H5移動端


入駐
企業入駐成功 可尊享多重特權
入駐咨詢:QQ:2157186169
企業微信客服


小程序
小程序更便捷的查找產品
為您提供專業咨詢服務
請用微信掃碼


公眾號
微信公眾號,收獲商機
微信掃碼關注
頂部