




 鋁鑄件的生產須知跟講解應用
鋁鑄件的生產須知跟講解應用[一]、壓鑄鋁件的生產須知
壓鑄鋁件不僅能提高模具型腔的表面加工質量,還能防止模具工作時應力集中引起的開裂。模具完工后,應對型腔表面進行拋光和打磨,使型腔表面粗糙度值控制在0.8μm以下。在生產鋁鑄件時需要注意哪些事?下面來讓我們一起去了解下:
壓鑄鋁件在風葉槽電火花穿孔電極制造的時候,電極周圍的銳邊將被磨圓至d1.5mm——2mm,以確保模具型腔在電加工后沒有銳過渡,并避免模具尖角開裂失效。正確、規范地使用鑄鋁模具,輔以精心的維護和管理,將延長其使用壽命。
壓鑄鋁件在使用前需要預熱。鑄鋁模具在使用前需要預熱到一個固定的溫度。預熱可以延長模具的使用壽命。可以使用多用途電器預熱或感應加熱。預熱溫度應控制在250℃——300℃并保持約0.5h。禁止用熔融金屬(鋁水)直接預熱模具。因為冷模具與熱的液態金屬直接接觸,所以它必然會受到熱沖擊,從而產生熱腐蝕并加速由熱疲勞引起的開裂和剝落。
當壓鑄鋁件在使用中被冷卻時,在連續生產中,鑄鋁模具的溫度傾向于升高,過高的溫度不僅會導致液態金屬形成鼓包,而且還會減緩壓鑄鋁件的冷卻,導致粗大晶粒和鑄鋁部件質量的劣化。因此,當鑄鋁模具的溫度過高時,應采取冷卻措施。通常,壓縮空氣或水用于冷卻鑄鋁模具。冷卻系統的設計類似于鑄鋁模具,以確保模具的熱平衡。嚴禁用冷水冷卻模具,以免模具因快速冷卻收縮而產生裂紋。模具會過早失效,使用壽命會縮短。當然,在模具使用過程中適當噴涂油漆,不僅可以防止模具粘著,而且起到一定的冷卻作用,有利于延長模具的使用壽命。
壓鑄鋁件的維護和管理應在使用后進行。鑄鋁模具使用后,模具型腔應及時清理到一定程度,以去除殘留鋁。冷卻后,應進行防銹處理,鋁模具應入庫并平放,集中管理后再使用。鑄鋁模具是電機制造中的重要工具,在電機制造成本中占有很大比例。實踐證明,使用新的模具材料、合理鍛造和正確熱處理是提高鑄鋁模具使用壽命的關鍵環節。同時,通過掌握模具設計、制造、使用和維護管理等所有相關環節,可以延長鑄鋁模具的使用壽命,并相應降低電機的制造成本。
[二]、講解鋁壓鑄件的應用
鋁壓鑄件是一種壓力鍛造的零部件,是應用裝好鑄造件模具的壓力鑄造機械壓鑄機,將加熱為液體的鋁或鋁合金型材澆入壓鑄機的入料口,經壓鑄機壓鑄,鑄造出模具限定的外形和規格的鋁零部件或鋁合金型材零部件。接下來鋁壓鑄件廠家為大家講解鋁壓鑄件的應用。
這樣的零部件一般就被叫做鋁壓鑄件,鋁壓鑄件在不一樣的地方有不一樣的叫法,如鋁壓鑄零部件、壓鑄鋁零部件、壓鋁壓鑄件、壓鑄鋁、鋁壓鑄件、鋁合金壓鑄零部件等。
由于金屬鋁及鋁合金型材具備非常好的流動性和可塑性,而且鍛造加工是在有壓力的壓鑄機中鍛造,因此鋁壓鑄件可以做出各種較復雜的外形,也可作出較高的精度和光潔度,進而很大程度的減少了鑄造件的機械加工量和金屬鋁或鋁合金型材的鍛造余量,不僅節約了電力、金屬材料、還大大節約了勞動成本;而鋁及鋁合金型材具備優良的導熱性,較小的比重和高可加工性;進而鋁壓鑄件被廣泛應用于汽車工業、內燃機生產、摩托制造、電機制造、油泵制造、傳動機械制造、儀器儀表、園林美化、電力建設工程、建筑裝飾設計等各個行業。
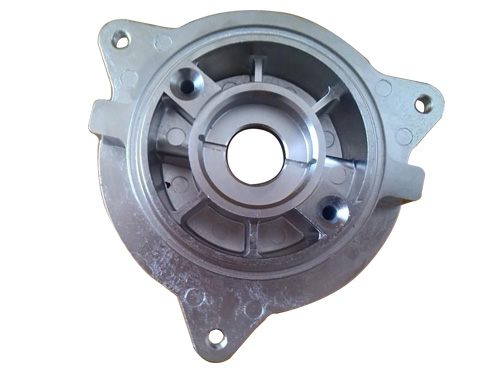
鋁壓鑄件可以被制造為鋁壓鑄汽車零配件、鋁壓鑄汽車發動機管件、鋁壓鑄發動機汽缸、鋁壓鑄汽油機汽缸缸蓋、鋁壓鑄氣門搖臂、鋁壓鑄氣門支座、鋁壓鑄電力零配件、鋁壓鑄電機端蓋、鋁壓鑄殼體、鋁壓鑄泵殼體、鋁壓鑄建筑零配件、鋁壓鑄裝飾零配件、鋁壓鑄護欄配件、鋁壓鑄鋁輪等等零部件。
泊頭市韓集興達鑄造廠(http://www.xingdazhuzao.com)主營多種不同型號的鑄鋁卡子、鑄鋁汽車輪轂、壓鑄件、機械鑄鋁件、護欄鑄鋁件、發動機鑄鋁件、機械鑄鋁件、國標非標鑄鋁件、汽車零部件鋁鑄件、壓鑄鋁合金件、鑄鋁工藝品為主,還可以根據客戶提供的信息、圖紙或樣品提供加工、定制服務