




 講解鑄鋁件的應用同縮孔縮松特點
講解鑄鋁件的應用同縮孔縮松特點其一、講解鑄鋁件的應用
鑄鋁件是一種壓力鍛造的零部件,是應用裝好鑄造件模具的壓力鑄造機械壓鑄機,將加熱為液體的鋁或鋁合金型材澆入壓鑄機的入料口,經壓鑄機壓鑄,鑄造出模具限定的外形和規格的鋁零部件或鋁合金型材零部件。接下來鑄鋁件廠家為大家講解鑄鋁件的應用。
這樣的零部件一般就被叫做鑄鋁件,壓鑄鋁件在不一樣的地方有不一樣的叫法,如鋁壓鑄零部件、壓鑄鋁零部件、壓鑄鋁件、壓鑄鋁、鑄鋁件、鋁合金壓鑄零部件等。
由于金屬鋁及鋁合金型材具備非常好的流動性和可塑性,而且鍛造加工是在有壓力的壓鑄機中鍛造,因此鑄鋁件可以做出各種較復雜的外形,也可作出較高的精度和光潔度,進而很大程度的減少了鑄造件的機械加工量和金屬鋁或鋁合金型材的鍛造余量,不僅節約了電力、金屬材料、還大大節約了勞動成本;而鋁及鋁合金型材具備優良的導熱性,較小的比重和高可加工性;進而鑄鋁件被廣泛應用于汽車工業、內燃機生產、摩托制造、電機制造、油泵制造、傳動機械制造、儀器儀表、園林美化、電力建設工程、建筑裝飾設計等各個行業。
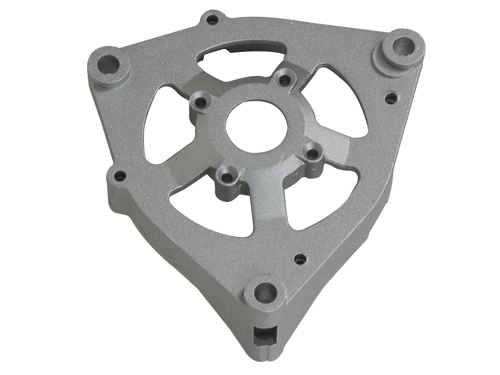
鑄鋁件可以被制造為鋁壓鑄汽車零配件、鋁壓鑄汽車發動機管件、鋁壓鑄發動機汽缸、鋁壓鑄汽油機汽缸缸蓋、鋁壓鑄氣門搖臂、鋁壓鑄氣門支座、鋁壓鑄電力零配件、鋁壓鑄電機端蓋、鋁壓鑄殼體、鋁壓鑄泵殼體、鋁壓鑄建筑零配件、鋁壓鑄裝飾零配件、鋁壓鑄護欄配件、鋁壓鑄鋁輪等等零部件。
其二、鋁壓鑄件產生縮孔和縮松缺點
都是因為金屬的液態縮短和凝結縮短大于固態縮短構成的。當進行次序凝結時,在后凝結的當地得不到液態金屬的彌補,就會構成孔洞。孔洞大而集中的稱為縮孔,細小而渙散的則稱為縮松。其避免辦法有
1、鋁壓鑄件結構要規劃合理,厚薄均勻,以減小熱節。
2、厚薄不均勻的壓鑄件、要把厚的部分放在上面高的當地,以便加冒口。
3、對鑄鐵能夠恰當添加孕育量。
4、正確挑選澆注方位和澆注體系,以構成一起凝結或次序凝結。砂型緊實度要合適。
5、確保鋁壓鑄件次序凝結,把縮孔和縮松引到冒口里去。為此正確挑選澆注時鋁壓鑄件的方位;在鑄型各部分選用導熱系數不同的資料,放置冷鐵,以操控鋁壓鑄件各部分的冷卻速度,構成向冒口方向次序凝結的條件。
6、加大冒口的補縮效果。在恰當的當地放置尺度夠大和數量足夠的冒口,確保有足夠的液體金屬,對鋁壓鑄件就近補縮。
7、挑選和操控金屬液的成分,盡可能削減液態金屬的縮短。
8、正確地挑選澆注溫度和澆注速度,在不添加其它缺點的前提下,可恰當下降澆注溫度和澆注速度。
泊頭市韓集興達鑄造廠(http://www.xingdazhuzao.com)主營多種不同型號的鑄鋁管件、鑄鋁汽車輪轂、高壓鋁鑄件、機械鑄鋁件、護欄鑄鋁件、發動機鑄鋁件、機械鑄鋁件、國標非標鑄鋁件、汽車零部件鋁鑄件、壓鑄鋁合金件、鑄鋁工藝品為主,還可以根據客戶提供的信息、圖紙或樣品提供加工、定制服務