




一、設計的壓鑄模具要和圖紙一致
壓鑄模具生產的合金壓鑄件加工處理后,要達到客戶圖紙要求的尺寸精度及形狀、結構、精度和各項技術指標要求。并確定機械加工部位、加工余量和機加工時的工藝措施以及定位基準等。
二、模具設計的簡單、合理、
所設計的壓鑄模具,應在鋁合金壓鑄件質量的情況下,做到生產 ,生產結構簡單、合理、,提升生產效率。
三、零部件由于加工處理
模具零件應該易于用CNC、銑床、火花機等儀器進行加工,模具的硬度和強度。
四、選擇合格的標準件
按GB/T8844-88《壓鑄模技術條件》要求,選擇質量合格的標準件。
 導致鋁鑄件鑄造過程中形成欠鑄有哪些原因同講解應用
導致鋁鑄件鑄造過程中形成欠鑄有哪些原因同講解應用其一、導致壓鑄鋁件鑄造過程中形成欠鑄有哪些原因
壓鑄鋁件在充填過程中,由于相關因素,有些部位沒有完全充填,稱為欠鑄。在壓鑄鋁件的生產過程中,壓鑄廠會遇到很多影響質量的因素。,青鑄壓鑄廠想和大家分享的壓鑄鋁件的欠壓就是它的主要缺陷之一。哪些因素會導致鑄鋁件的鑄造不足?
1、壓鑄鋁件的充型條件差,表現為下壓鑄鋁件有不規則的金屬凝聚。原因如下:
1.1壓力不足和不足,移動前沿鋁液凝固過早時,壓鑄鋁件的角部、深凹、薄壁(甚至比平均壁厚很薄)、圓柱孔壁等部位會被投下。
1.2.壓鑄模具溫度過低;
1.3鋁合金澆注溫度過低;
1.4.壓鑄模內澆口位置不好,造成運動阻力大。
2、壓鑄模模腔內有氣體,其特點是下壓鑄鋁件表面潤滑,但形狀不規則。原因如下:
2.1難以設置溢流系統、氣體聚集的地方;
2.2熔融金屬在活動過程中,湍流劇烈,氣體被包裹。
3、壓鑄模腔殘留
3.1涂層用量或噴涂方法不當造成壓鑄模具局部涂層沉積。
3.2.成型壓鑄鋁件鑲嵌間隙過大,或滑動配合間隙過大,填充時金屬碰到。壓鑄鋁件出來后,沒有完全帶出來,夾在縫隙里。
需要注意的是,當壓鑄鋁件的欠鑄部分嚴重時,可視為鋁合金壓鑄鋁件的形狀不符合拉深要求。一般不允許欠鑄。
其二、講解鋁壓鑄件的應用
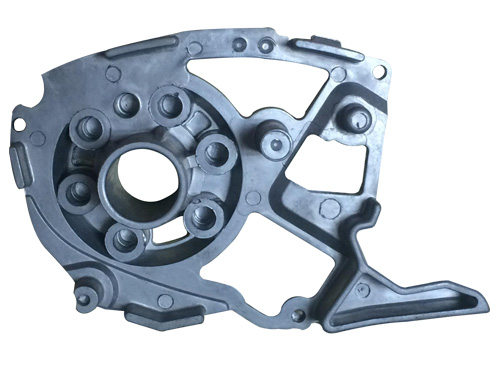
鋁壓鑄件是一種壓力鍛造的零部件,是應用裝好鑄造件模具的壓力鑄造機械壓鑄機,將加熱為液體的鋁或鋁合金型材澆入壓鑄機的入料口,經壓鑄機壓鑄,鑄造出模具限定的外形和規格的鋁零部件或鋁合金型材零部件。接下來鋁壓鑄件廠家為大家講解鋁壓鑄件的應用。
這樣的零部件一般就被叫做鋁壓鑄件,鋁壓鑄件在不一樣的地方有不一樣的叫法,如鋁壓鑄零部件、壓鑄鋁零部件、壓鋁壓鑄件、壓鑄鋁、鋁壓鑄件、鋁合金壓鑄零部件等。
由于金屬鋁及鋁合金型材具備非常好的流動性和可塑性,而且鍛造加工是在有壓力的壓鑄機中鍛造,因此鋁壓鑄件可以做出各種較復雜的外形,也可作出較高的精度和光潔度,進而很大程度的減少了鑄造件的機械加工量和金屬鋁或鋁合金型材的鍛造余量,不僅節約了電力、金屬材料、還大大節約了勞動成本;而鋁及鋁合金型材具備優良的導熱性,較小的比重和高可加工性;進而鋁壓鑄件被廣泛應用于汽車工業、內燃機生產、摩托制造、電機制造、油泵制造、傳動機械制造、儀器儀表、園林美化、電力建設工程、建筑裝飾設計等各個行業。
鋁壓鑄件可以被制造為鋁壓鑄汽車零配件、鋁壓鑄汽車發動機管件、鋁壓鑄發動機汽缸、鋁壓鑄汽油機汽缸缸蓋、鋁壓鑄氣門搖臂、鋁壓鑄氣門支座、鋁壓鑄電力零配件、鋁壓鑄電機端蓋、鋁壓鑄殼體、鋁壓鑄泵殼體、鋁壓鑄建筑零配件、鋁壓鑄裝飾零配件、鋁壓鑄護欄配件、鋁壓鑄鋁輪等等零部件。
泊頭市韓集興達鑄造廠(http://www.xingdazhuzao.com)主營多種不同型號的鑄鋁件、鑄鋁汽車機殼、壓鑄鋁件、機械鑄鋁件、護欄鑄鋁件、發動機鑄鋁件、機械鑄鋁件、國標非標鑄鋁件、汽車零部件鋁鑄件、壓鑄鋁合金件、鑄鋁工藝品為主,還可以根據客戶提供的信息、圖紙或樣品提供加工、定制服務