




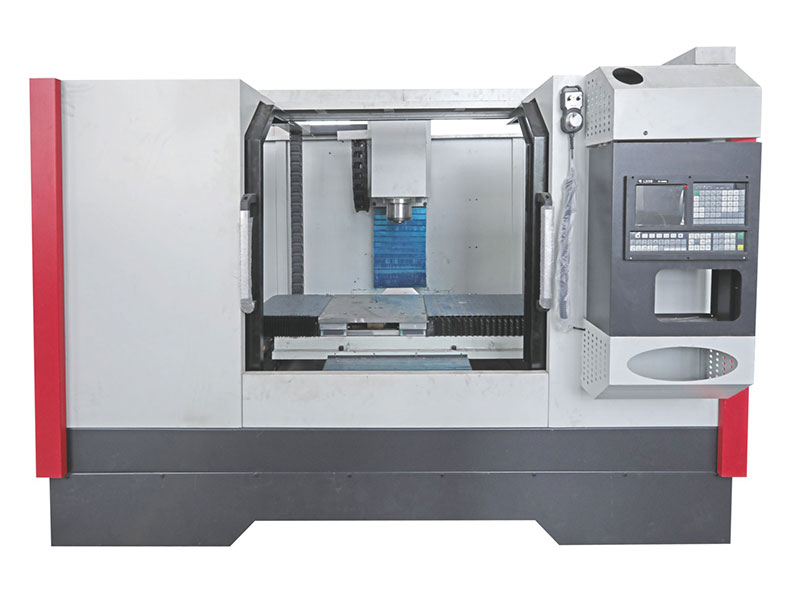
描述:機床采用數控系統控制、立式主軸、主軸下面十字滑臺布局,操作簡單、快捷。一次裝夾即可實現銑平面、鉆孔、攻螺紋等多種工序,并且加工速度快、效率高,省人工。
詳細說明:
1.機床適用于各種閥門的閥蓋、法蘭等復雜的工序加工,加工效率高、減少人工、加工尺寸統一性高、操作簡便。
2.加工效率高,在加工過程中機床數控控制,自動進給,自動換刀的方式可以在同一工件上完成銑平面、鉆孔、擴孔或攻螺紋的加工。
3.減少人工,一臺設備相當于三臺普通設備的效率,并且一人可操作2-3臺專機。
4.加工尺寸統一性高,本專機完全采用數控系統控制,只需要一次對刀即可重復加工同一型號的工件從而提高尺寸的統一性。
5.操作簡便,被專機采用數控系統控制有數控操作經驗這或有機加工基礎者一學即會。
 閥門雙面機床電氣控制PLC程序研究和產業不足
閥門雙面機床電氣控制PLC程序研究和產業不足(一)、閥門機床電氣控制PLC程序研究
隨著計算機技術、微電子技術的快速發展,閥門機床的自動化水平有了明顯的提高。當前的閥門機床電氣控制系統還有一定的優化的空間。為了好地滿足市場需求,進一步提高閥門機床的可操控性和加工精度,推動生產工藝的轉型升級、新換代,相關研究人員應從多方面考慮,采用先進的設計方法,結合電氣控制理論知識,做好閥門機床電氣控制系統的設計工作。電氣控制系統的控制能力對整個閥門機床的加工生產有重要影響。在實際應用中,應結合不同行業的實際需求,優化設計閥門機床的電氣控制系統,合理設計該系統的各個模塊,并基于PLC程序設計實現多種控制功能,從而不斷提高閥門機床的運行效率。
PLC程序往往被看作閥門機床電氣控制的關鍵性部分,其中閥門雙面機床的PLC程序可達到幾十毫秒~幾百毫秒的處理時間,此速度完成能夠滿足絕大多數信息處理的要求,但就某些對響應速度要求較高的信號而言,此處理速度亦存有某些局限性。鑒于此,該立式加工中心把PLC程序設計劃分成低級程序與程序兩大部分,其中從控制功能角度把低級程序劃分成若干模塊進行編制。
(二)、我國閥門機床產業的不足
經過幾十年的發展,我國的專用機床產業規模日益擴大。雖然我國機床產業取得了長足的進步,但是相比于美國、日本、德國等,在閥門機床方面還有很大的差距,主要體現在以下幾方面:(1)數控率低。目前我國的閥門機床擁有量較多,但是我國的數控化率卻比西方的低得多。(2)功能部件差距大。閥門機床的功能部件主要是數控系統、主軸、刀庫、滾珠絲杠副、滾動直線導軌副等。這些主要的功能部件決定了機床能夠達到的精度級別和水平。目前,我國制造的閥門機床使用的數控系統還是日本的FANLTC、德國的SIEMENS和DMG等的系統。
河北禹創重工機械有限公司(http://www.hbyc982.com)是一家集科研開發生產各種三面多孔鉆床的公司。三面車床、雙面車床、硬密封閘閥機床設備銷往浙江、江蘇、上海、安徽、河南、河北、天津、遼寧等地。