




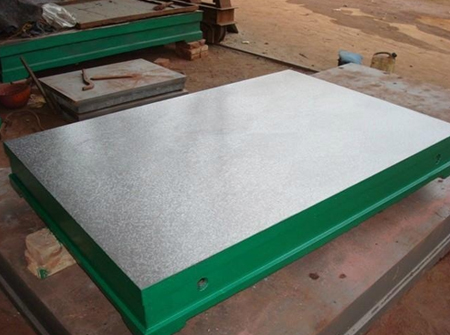
2、用途:檢驗平板適用于各種檢驗、檢測工作,精度測量用的基準平面用于機床機械檢驗測量基準,檢查,并作精密零件的尺寸精度或行為偏差的測量,并可以用作精密劃線,在機械制造中也是不可缺少的基本工具。
3、材料:高強度鑄鐵HT200--300,工作面硬度為HB170--240,經過兩次人工處理(人工退火600°--700°和自然時效2--3年)使該產品的精度穩定,耐磨性能好。
4、鑄鐵檢驗平板工作面精度:按計量檢定規程執行,分別為0、1、2、3四個級別。
 鉗工裝配工藝技術的增強同基本技能梳理
鉗工裝配工藝技術的增強同基本技能梳理<一>、機械裝配工藝技術的增強
1)完善機械裝配的設計工作。機械裝配中設計工作時負責設計一些機械產品,其中機械產品的結構體型較大,需要相對復雜的配套工藝技術,但是不少設計人員在對機械產品設計時無從下手,使得機械裝配的設計工作進展緩慢。因此,設計人員事先要了解機械設計的產品結構,對于接下來的機械裝配的設計工作大有幫助,才能確保在有限的時間內保質保量完成任務。工作人員還需要在傳統的裝配工藝上進行創新和發展,可以采取更替零部件和改變零部件位置的方法,從而研發出一套新的裝配工藝。
2)強化裝配工藝知識庫的管理工作。我國在研發大型機械制作和制造過程中花費了大量的時間和精力,已經形成了一套完整的裝配工藝知識庫。這套裝配工藝知識庫可以為機械產品的制造提供理論指導。操作人員要認真管理好裝配工藝知識庫,及時有效地把新的工藝技術吸收到裝配工藝知識庫中。在機械裝配設計的過程中,需要結合實際要求來選擇合適的工藝技術加工機械裝配,并不斷地完善和創新工藝技術。管理工藝知識庫的人員要做好編碼工作,便于設計人員快速找到合適的裝配工藝。
3)分層開展規劃工作。機械裝配工作具體開展的過程中,由于機械裝配產品結構存在復雜和不一致的特點,進行機械裝配的時候往往運用很多零部件。因此,工作人員要先解決好空間的問題,對零部件進行規劃和整理,并且按照使用次數多少進行分類。另外,工作人員在具體機械裝配的工作中,應該依照現場情況來采取分層管理和規劃,能確保裝配工作有條不紊地開展,還能夠極大地降低裝配工作出錯的概率。
鑄鐵平臺的鑄鐵質量和熱處理質量都會對平板的使用性能產生較大的影響。若殘存內應力較大會使工作面變形,因此使用鑄鐵平板必須注意鑄鐵材料的選擇,采用時效等方法處理鑄鐵平板的殘余應力。
<二>、梳理裝配鉗工的基本技能
(1)劃線技能。對于劃線技能而言,嚴格按照圖紙和技術要求在毛坯、半成品上明確加工界限是其主要任務,利用劃線工具明確加工操作基準的點、線與面也屬于劃線內容之一。對于劃線而言,不僅要求線條的清晰性和均勻性,還需要確保定型、定位尺寸的準確性。通常情況下劃線精度需要控制在0.25mm~0.50mm之間。此外,還需保證工件的加工余量,確保加工尺寸界限的明顯性,同時可以發現并將不合格的毛坯進行有效處理。就劃線工具而言,劃針、劃歸、鋼直尺、樣沖、劃線盤等均屬于常用劃線工具。在開展劃線操作前要全面了解圖樣與工藝要求,明確工件與劃線部分的實際作用與具體要求后對恰當的加工工藝進行明確,然后將劃線部分注意清理和涂色。劃線基準確定之后對恰當的劃線工具進行選取,通過對樣圖的詳細對照將劃線的準確性進行提升,確保沒有遺漏部分后于線條上打上樣沖眼。
(2)銼削技能。銼削屬于裝配鉗工必須掌握的基本技能之一,因工件形狀復雜的表面于精度有較高要求,所以要想滿足銼削加工精度的要求,必須具有十分扎實的基本功,銼刀操作的正確性受到銼削質量、人體疲勞程度的直接影響。
(3)鋸削技能。通常情況下將鋸初斷或者鋸削材料以及加工工件的一種加工方法稱之為鋸削。開展鋸削操作時要右手握住鋸弓的手柄,采用左手控制并引導鋸弓的方向。開展鋸削操作時要注意以下幾點:第一,即將鋸斷工件之后要將壓力降低,避免出現工件斷裂傷腳的現象出現;第二,嚴格控制鋸削的力度,避免鋸條折斷受傷的情況出現;第三,開展鋸削操作時要確保眼睛、鋸條豎直線的重合,避免出現鋸歪的現象出現;第四,確保鋸條安裝松緊的適度性,并且操作過程中運動速度和壓力要均勻適中,避免出現鋸條折斷的情況。
河北新創工量具制造有限公司(http://www.hbxcglj.com)主要產品有各種規格花崗石平板、檢驗平板、T型槽平臺等。產品廣泛應用于電站、冶金、機械、化工、船舶、科研、環保、航空、汽車、農機、電器、儀表、醫療器械、五金等生產領域。為了方便用戶,可根據客戶要求加工訂做各種非標準量具,并承接樹脂砂鑄造。灰口鑄鐵件、球墨鑄鐵件及鑄鋼件。汽輪機廠的墊箱、機床廠的床身、立柱、橫梁、工作臺、變速箱體鑄件業務和機械加業務等等。